日期:2022-06-07 15:22 浏览次数:0
电机的加工涉及到很多关键的尺寸要素,比如与轴伸的配合安装、轴承位置、铁芯位置相关的尺寸,这些都与基准中心孔的唯一性有关。任何不合格或失败的设计预期都将是一个巨大的隐患。为了防止不合格或偏离设计预期,女士可以综合各厂家的经验谈谈轴的加工。

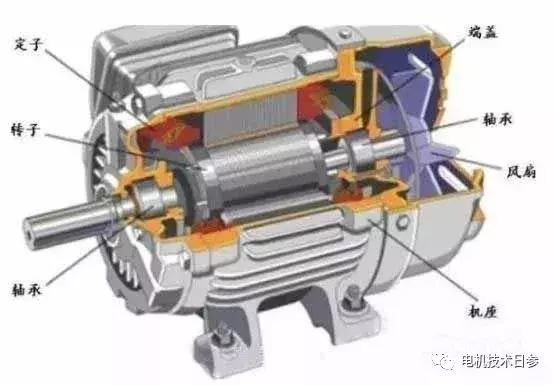
电机主要尺寸元件的控制
轴的精度和粗糙度高于其他零件,轴与其他零件配合紧密。加工时必须掌握以下要素。
工作面同轴度。主要工作面为轴承位置(与轴承配合的面)和轴伸位置(与传动轮配合的面)。如果轴延伸表面到轴承表面的径向跳动(偏心率)太大,电机运行时会产生振动和噪音。此外,如果安装转子铁芯、滑环、换向器和风扇的零件径向跳动过大,虽然这些零件的外圆可以在转子精加工时进行校正,但会造成更多的初始不平衡。如果转子铁芯、滑环、换向器和风扇在精加工后组装在轴上,这些零件的直径将不会相同。

配合件的尺寸精度和圆柱度控制。轴伸位置、轴承位置、铁芯位置的尺寸精度和形状精度要准确,否则会造成装配困难,甚至造成零件损坏、轴承松动或运转不灵活、轴承温升过高等。
轴的粗糙度控制。配合面粗糙度不高,容易磨损,配合件会松动。如果非配合面的粗糙度太低,轴的疲劳强度会降低。

轴肩圆角和砂轮超程槽应按规定尺寸加工。砂轮半径过小、槽过深会降低轴的强度。圆角半径过大会使配合件端面接触不稳定。砂轮超程槽是必要的,以防止磨削时砂轮侧与轴肩摩擦。超程槽的尺寸根据机械行业标准选择。

键槽相对于基准面轴线的对称性不应超出公差范围,否则会造成装配困难。热压配合件的键槽应符合图纸要求。否则,在热压装配过程中,由于对称性差,工件无法安装在其正确的位置。然而,热压组装好的工件在穿上后很难拆卸,这往往会导致产品的浪费。
两个轴承齿轮之间的距离应准确。否则,装配后转子铁芯会轴向偏移或轴承卡住。
轴的基本加工工艺
轴的加工过程可分为两个阶段:预备加工和成形加工。轴的初步加工包括圆钢矫直、毛坯下料、平端面和冲中心孔。初步加工的目的是为成形加工提供合格的毛发缺陷,并制定工艺定位基准。成形加工包括粗车、半精车、精车、外圆磨削、键槽铣削等。成形加工的目的是将毛坯加工成结构设计的形状和尺寸。
圆钢矫直、粗加工、落料在毛坯进入加工工序前进行,方便工厂内运输,减少加工区域所占面积。平端面、冲中心孔、成型都是在加工过程中进行,以组织流水作业。
不同的电机制造商,不同的组织模式,都是根据各自的产品特点和工厂现场特点来设定的,但总是在变化。抓住要素、简化流程是当前大规模精益生产的本质。
以上非官方内容仅代表个人观点。
